


佛山精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大 的热应力与组织应力,此外,由于佛山精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺 性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件 淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根 据淬火变形与淬火裂纹的形成原因采取有效的预防措施。佛山精密管热处理尽管做到均匀加热及正 确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对 不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆 环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件 在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对 细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面 温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变 形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防 止变形、开裂的关键。
<佛山>大金钢管制造有限公司
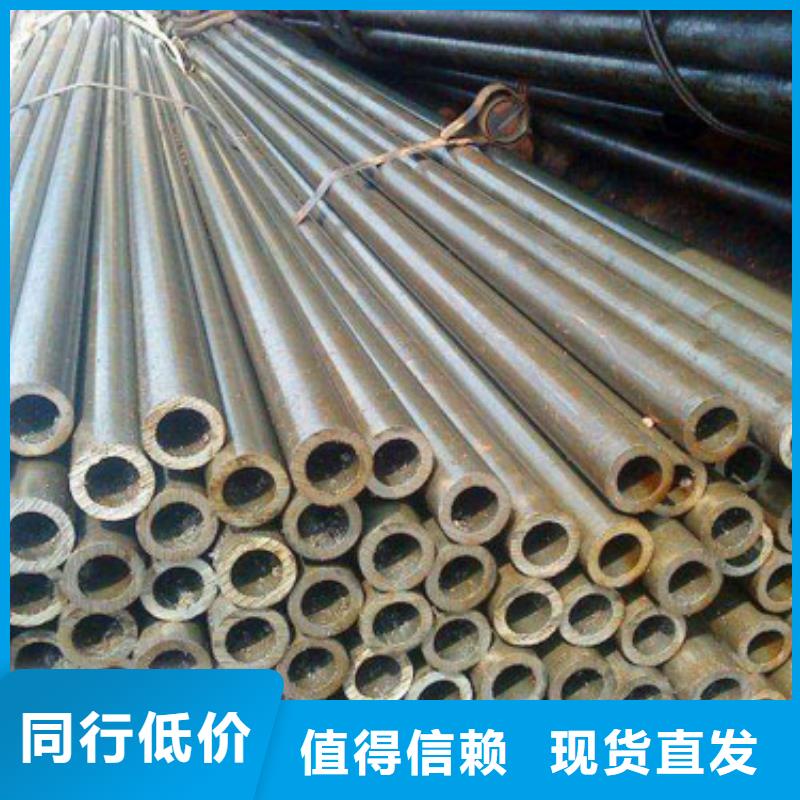
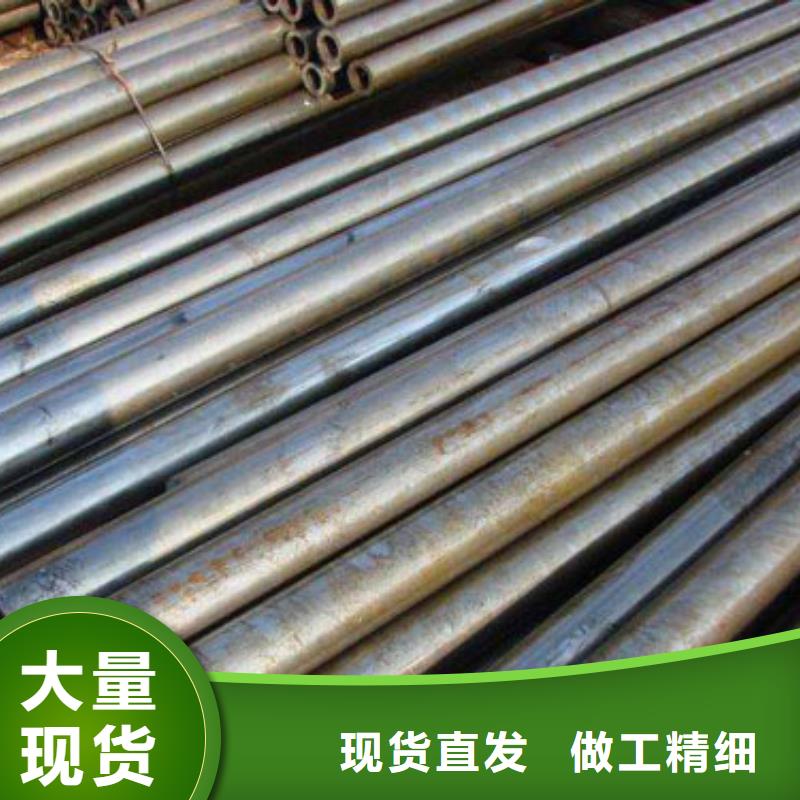
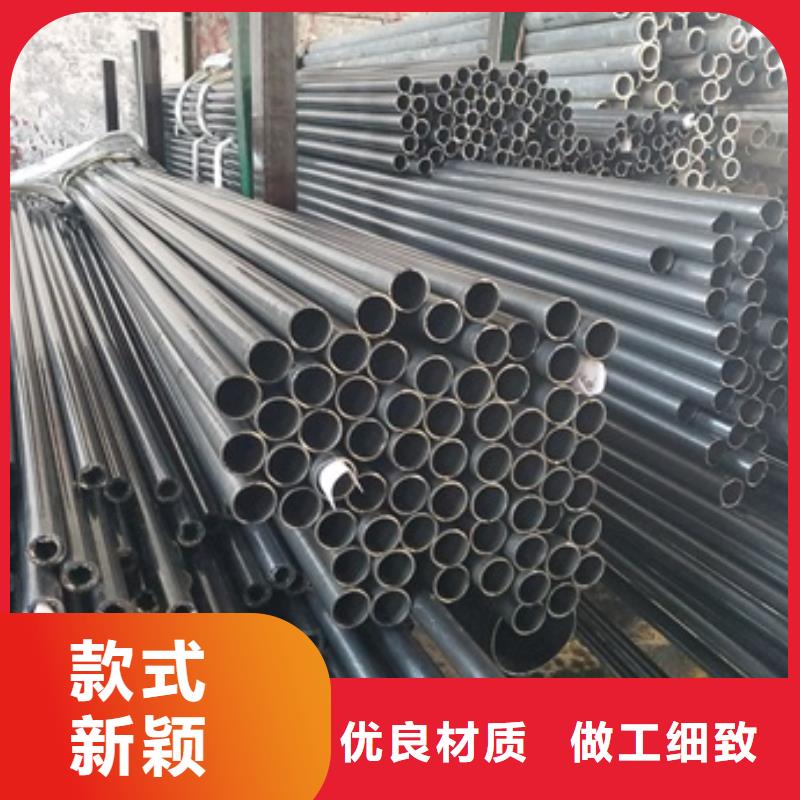
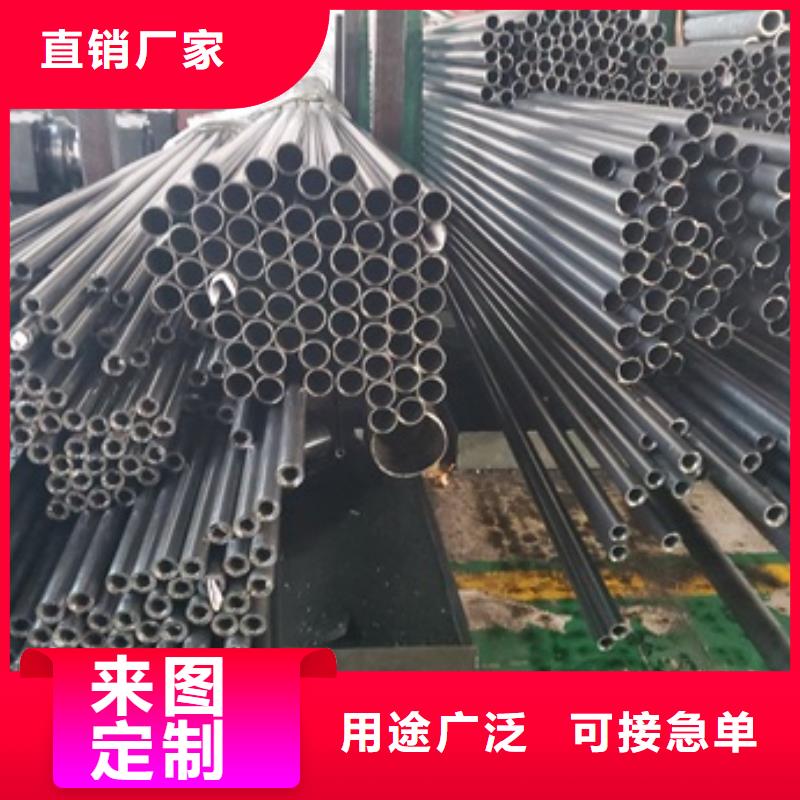
佛山精密管的原料是佛山精密管坯,佛山精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.佛山精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,佛山精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 佛山精密管分热轧和冷轧(拨)佛山精密管两类。
<佛山>大金钢管制造有限公司

